Die Suche nach einem zuverlässigen SolidCAM Postprozessor für Heidenhain-Steuerungen, sei es für TNC 426, TNC 530 oder TNC 640, ist für viele CNC-Programmierer und Maschinenbediener eine Priorität. Ein gut abgestimmter Postprozessor ist das Rückgrat einer effizienten Fertigung, da er die CAD/CAM-Daten in den präzisen G-Code umwandelt, den Ihre Maschine versteht. Doch selbst bei den besten Postprozessoren können unerwartete Verhaltensweisen auftreten, insbesondere im Zusammenhang mit der Ausgabe von Vorschubgeschwindigkeiten. In diesem Artikel beleuchten wir gängige Herausforderungen beim Solidcam Postprozessor Heidenhain Download und bieten praktische Lösungsansätze, die Ihnen helfen, Ihre CNC-Programme zu optimieren.
Die Rolle des Postprozessors in SolidCAM und für Heidenhain-Steuerungen
Ein Postprozessor ist die Brücke zwischen Ihrer CAM-Software (SolidCAM) und Ihrer CNC-Maschine (Heidenhain). Er übersetzt die internen Werkzeugbahnen von SolidCAM in den spezifischen G-Code, der für die Heidenhain-Steuerung Ihrer Maschine erforderlich ist. Ein fehlerhafter oder suboptimaler Postprozessor kann zu Maschinenstillstand, Fehlern bei der Bearbeitung oder ineffizienten Prozessen führen. Daher ist es entscheidend, nicht nur den richtigen SolidCAM Postprozessor Heidenhain Download zu finden, sondern auch zu verstehen, wie man ihn optimiert und bei Problemen richtig reagiert.
Gerade im Bereich der Vorschubgeschwindigkeiten (F-Werte) können sich manchmal Besonderheiten im Postprozessor zeigen. Ein häufig diskutiertes Thema ist beispielsweise das Verhalten der Vorschubausgabe, wenn Eilgang- und Vorschubwerte identisch sind oder bestimmte Bedingungen im CAM-System vorliegen.
Häufige Herausforderungen beim SolidCAM Heidenhain Postprozessor
Beim Einsatz von SolidCAM mit Heidenhain-Steuerungen können verschiedene Probleme auftreten, die eine genaue Analyse des Postprozessors erfordern. Ein bemerkenswertes Beispiel wurde in einer Community-Diskussion erörtert, bei dem es um die Auslassung von Vorschubwerten unter bestimmten Bedingungen ging.
Das “Vorschub-Bug”: Gleiche Werte, fehlende Ausgabe?
Ein Anwender berichtete über ein potenzielles Problem: Wenn die Vorschubgeschwindigkeit (Advance Speed) und die Eintauchgeschwindigkeit (Penetration Advance) im SolidCAM-System denselben Wert aufweisen, wird der entsprechende F-Wert (Vorschub) nach einem FMAX (Eilgang) im postprozessierten G-Code nicht ausgegeben. Dies kann zu Verwirrung führen, da die Maschine möglicherweise mit einem unerwarteten Vorschub arbeitet oder die Bearbeitung nicht wie geplant verläuft.
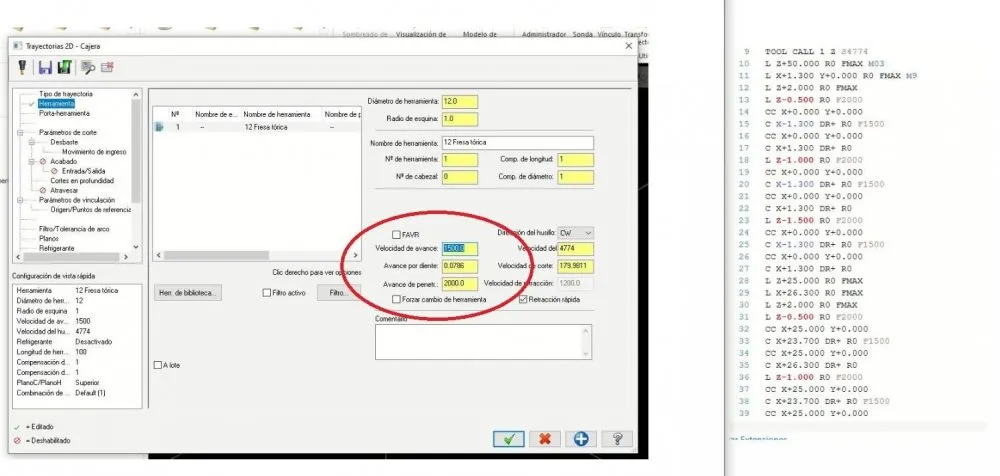 SolidCAM G-Code-Ausschnitt mit fehlendem F-Wert nach FMAX bei identischer Vorschubgeschwindigkeit.
SolidCAM G-Code-Ausschnitt mit fehlendem F-Wert nach FMAX bei identischer Vorschubgeschwindigkeit.
Interessanterweise schien das Problem nicht aufzutreten, wenn die beiden Geschwindigkeiten unterschiedliche Werte hatten. Dies deutet auf eine spezifische Logik im Postprozessor hin, die bei der Gleichheit der Werte die Ausgabe eines separaten F-Wertes unterdrückt.
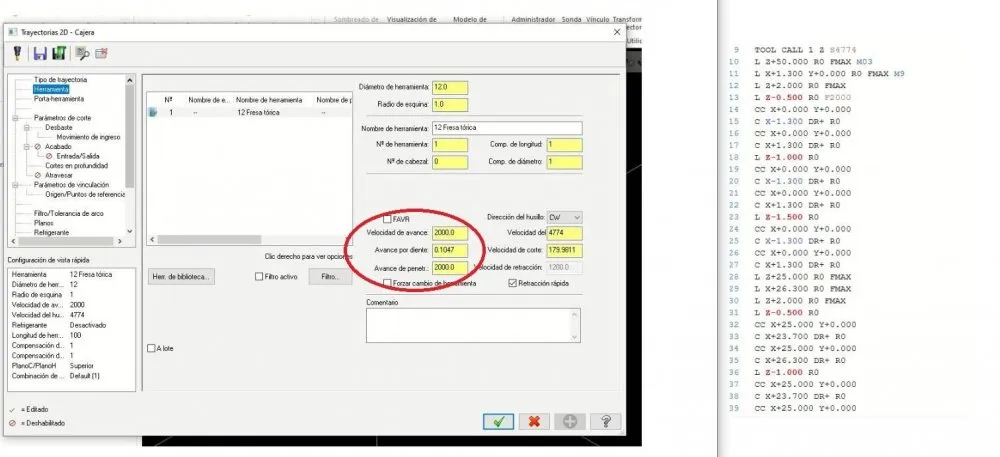 SolidCAM G-Code-Beispiel, das korrekte Ausgabe von Vorschubwerten bei unterschiedlichen Geschwindigkeiten zeigt.
SolidCAM G-Code-Beispiel, das korrekte Ausgabe von Vorschubwerten bei unterschiedlichen Geschwindigkeiten zeigt.
Analyse und technische Erklärung der Vorschubausgabe
Die meisten modernen CNC-Steuerungen, einschließlich aktueller Heidenhain-Modelle, benötigen den Vorschubwert (F-Wert) nicht in jeder einzelnen Satzzeile, es sei denn, ein neuer Vorschubwert wird aufgerufen. Ein einmal definierter F-Wert bleibt im Programm modal gültig, bis er durch einen neuen F-Wert überschrieben wird. Dies ist ein Standardverhalten, das dazu dient, den G-Code kompakter und lesbarer zu halten.
Wenn ein Postprozessor bei identischen Vorschub- und Eintauchgeschwindigkeiten den F-Wert nicht ausgibt, könnte dies darauf zurückzuführen sein, dass der Postprozessor davon ausgeht, dass der aktuelle modale Vorschub bereits der gewünschte Wert ist und somit eine erneute Ausgabe unnötig wäre. Dies ist in der Regel kein Fehler, sondern eine Optimierung der G-Code-Ausgabe.
Lösungen und Anpassungen für die Postprozessor-Ausgabe
Sollten Sie jedoch explizit wünschen, dass der Vorschubwert in jeder Satzzeile ausgegeben wird, gibt es Möglichkeiten zur Anpassung des Postprozessors. Dies kann besonders bei sehr alten Maschinen (>30 Jahre) notwendig sein, die möglicherweise eine explizite Angabe in jedem Satz erfordern.
Die Anpassung erfolgt üblicherweise in den sogenannten Post-Variablen oder Sektionen des Postprozessors, wie z.B. plinout (lineare Bewegungen) und pcirout (Kreisbewegungen). Durch das Voranstellen eines Sternchens (*) vor dem pfeed (Post-Feed-Rate) in diesen Sektionen können Sie den Postprozessor anweisen, den Vorschubwert in jeder Bewegungslinie zu erzwingen. Dies sieht dann beispielsweise so aus: *pfeed.
Es ist ratsam, solche Anpassungen nur vorzunehmen, wenn Sie mit der Struktur des Postprozessors vertraut sind oder Unterstützung von einem erfahrenen Techniker erhalten.
BEGIN PGM T_1500_PLUNGE MM ;FECHA - 04-12-21 HORA - 11:48 ;HEIDENHAIN MIPRE TNC 426/530/640 ;FICHERO MCAM - C:USERSRONAPPDATALOCALTEMPWZ1BDAUSERSIKERDESKTOPPRUEBA1.MCAM ;FICHERO NC - C:USERSRONDOCUMENTSMY MASTERCAM 2020MASTERCAMMILLNCT_1500_PLUNGE.H BLK FORM 0.1 Z X+0.000 Y+0.000 Z+0.000 BLK FORM 0.2 X+0.000 Y+0.000 Z+0.000 * - T1 = 12 FRESA TÓRICA | DIAM. D+12. TOOL CALL 1 Z S4774 L Z+50.000 R0 FMAX M03 L X+1.300 Y+0.000 R0 FMAX M9 L Z+2.000 R0 FMAX L Z-0.500 R0 F1500 <-- Plunge Feed Rate CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 <--- Feed Rate CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-1.000 R0 F1500 <-- Plunge Feed Rate CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 <-- Faed Rate CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-1.500 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-2.000 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-2.500 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-3.000 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-3.500 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-4.000 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-4.500 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z-5.000 R0 F1500 CC X+0.000 Y+0.000 C X-1.300 DR+ R0 F2000 CC X+0.000 Y+0.000 C X+1.300 DR+ R0 L Z+25.000 R0 FMAX L X+26.300 R0 FMAX L Z+2.000 R0 FMAX L Z-0.500 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-1.000 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-1.500 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-2.000 R0 F1500 <-- Plunge Feed Rate CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 <--- Feed Rate CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-2.500 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 <--- Feed Rate CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-3.000 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 <--- Feed Rate CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-3.500 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-4.000 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-4.500 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z-5.000 R0 F1500 CC X+25.000 Y+0.000 C X+23.700 DR+ R0 F2000 CC X+25.000 Y+0.000 C X+26.300 DR+ R0 L Z+50.000 R0 FMAX L M9 M40 L M01 END PGM T_1500_PLUNGE MMBest Practices für den Download und die Fehlersuche
Ein erfolgreicher SolidCAM Postprozessor Heidenhain Download ist nur der erste Schritt. Die effektive Nutzung und Fehlerbehebung erfordert Wissen und die richtigen Vorgehensweisen.
Wo finde ich SolidCAM Heidenhain Postprozessoren zum Download?
Für den Download von SolidCAM Heidenhain Postprozessoren sollten Sie stets offizielle und vertrauenswürdige Quellen bevorzugen:
- Offizielle SolidCAM-Website oder Ihr Händler: Dies ist die sicherste Quelle für aktuelle und getestete Postprozessoren. Stellen Sie sicher, dass der Postprozessor auf Ihre spezifische Heidenhain-Steuerung (z.B. TNC 426, TNC 530, TNC 640) und Ihre SolidCAM-Version abgestimmt ist.
- Autorisierte SolidCAM-Partner und Distributoren: Diese bieten oft maßgeschneiderte Postprozessoren und Unterstützung an.
- Community-Foren: Während Sie hier wertvolle Tipps und Hinweise finden können, sollten Downloads aus Community-Quellen mit Vorsicht genossen und gründlich getestet werden, bevor sie in der Produktion eingesetzt werden.
Es ist von größter Bedeutung, dass Sie eine legitime Lizenz der Software besitzen. Viele Anbieter von Postprozessoren verknüpfen den Support direkt mit einer gültigen Lizenz.
Effektive Unterstützung bei Postprozessor-Problemen
Wenn Sie Probleme mit Ihrem SolidCAM Heidenhain Postprozessor haben, ist eine präzise Fehlerbeschreibung entscheidend, um schnelle und effektive Hilfe zu erhalten.
- Bereitstellung von Beispielcode: Stellen Sie stets ein Beispiel des G-Codes bereit, den Sie erhalten, und – noch wichtiger – ein Beispiel des G-Codes, den Sie erwarten würden. Dies ermöglicht es dem Support, genau zu erkennen, wo die Abweichung liegt.
- Nutzung von Zip2Go-Dateien: Viele CAM-Systeme, einschließlich SolidCAM, bieten Funktionen wie “Zip2Go” an. Eine Zip2Go-Datei komprimiert alle relevanten Projektdateien (CAD-Modell, CAM-Operationen, Werkzeugdaten, Postprozessor) in einem Paket. Das Einreichen einer solchen Datei ist äußerst hilfreich, da der Support Ihr Problem direkt reproduzieren und analysieren kann. Dies zeigt nicht nur Ihr Engagement, sondern bestätigt oft auch, dass Sie ein legitimer Softwarekunde sind.
Solange Sie sich an diese Best Practices halten und klare Informationen bereitstellen, erhöhen sich Ihre Chancen auf eine schnelle Lösung erheblich.
Ein gut funktionierender SolidCAM Postprozessor für Ihre Heidenhain-Steuerung ist unerlässlich für die Effizienz und Qualität Ihrer CNC-Fertigung. Indem Sie die Grundlagen der Postprozessor-Funktionsweise verstehen, wissen, wo Sie zuverlässige Downloads finden, und bei Problemen methodisch vorgehen, können Sie gängige Herausforderungen meistern und eine reibungslose Produktion gewährleisten. Stellen Sie sicher, dass Sie immer die passenden Einstellungen und bei Bedarf die richtigen Anpassungen an Ihrem Postprozessor vornehmen, um optimale Ergebnisse zu erzielen. Bei Unsicherheiten zögern Sie nicht, den offiziellen Support oder erfahrene Spezialisten zu kontaktieren.